 International Defense Security & Technology Your trusted Source for News, Research and Analysis
International Defense Security & Technology Your trusted Source for News, Research and Analysis
Related Articles
Introduction:
Satellites play a pivotal role in both civil and military missions, providing vital services such as communication, navigation, weather monitoring, and reconnaissance. However, ensuring the success of these missions requires meticulous planning, rigorous testing, and robust validation processes throughout the satellite’s lifecycle. The journey from design to deployment is intricate, involving meticulous Assembly, Integration, and Verification (AIV) or Integration and Test (I&T) processes. This article delves deep into the multifaceted world of satellite AIV/I&T, exploring its key phases, challenges, and the pivotal role it plays in ensuring mission success.
The satellite industry, driven by increasing demand and technological advancements, has seen a surge in small satellite missions across various sectors. Military and defense applications, in particular, are leveraging miniaturized satellites to enhance communication infrastructure and data bandwidth for UAVs in remote or challenging terrains.
However, a significant proportion of small-scale missions, especially those from university teams, face failure during launch or early operations due to inadequate verification and validation activities. This underscores the critical importance of rigorous testing in satellite manufacturing, regardless of the end user, to ensure reliability and functionality.
The high cost of satellites necessitates thorough testing protocols, considering a typical weather satellite can cost up to $290 million. While advances in miniaturization have led to smaller satellites, larger ones are expected to operate for at least 15 years, emphasizing the need for robust testing to protect substantial investments made by governments and private companies.
To mitigate risks, there are ongoing explorations into developing smaller vehicles capable of satellite repair or assembly in space. However, current satellites, once in orbit, are typically beyond repair. Therefore, satellite designers must meticulously evaluate potential failures and contingencies, ensuring operational components continue to provide critical functions throughout the satellite’s lifecycle.
Satellite elements
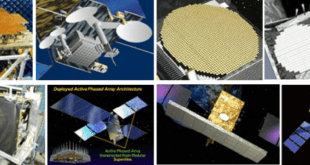
The basic elements of a spacecraft are divided into two sections: the platform or bus and the payload. The platform consists of the five basic subsystems that support the payload: the structural subsystem, the telemetry subsystem, tracking and command subsystems, the electric power and distribution subsystem, the thermal control subsystem, and the attitude and velocity control subsystem. The structural subsystem is the mechanical structure and provides stiffness to withstand stress and vibration. It also provides shielding from radiation for the electronic devices.
The telemetry, tracking, and command subsystems include receivers, transmitters, antennas, sensors for temperature, current, voltage, and tank pressure. It also provides the status of various spacecraft subsystems. The electric power and distribution subsystems convert solar into electrical power and charge the spacecraft batteries. The thermal control subsystem helps to protect electronic equipment from extreme temperatures.
And finally, the attitude and velocity control subsystem is the orbit control system that consists of sensors to measure vehicle orientation and actuators (reaction wheels, thrusters), and to apply the torques and forces needed to orient the vehicle in the correct orbital position. Typical components of the attitude and control system include Sun and Earth sensors, star sensors, momentum wheels, inertial measurement units (IMUs), and the electronics required to process the signals and control the satellites position.
RF Payload Systems deals with not only the specific radio technologies, equipment (low and high power amplifiers, filters, frequency converters) and systems aboard a spacecraft tasked with delivering mission objectives, but also the supporting ground equipment and telecommunication systems through which spacecraft payloads are controlled and results communicated to mission control.
Space Challenges
Navigating the harsh environment of space poses numerous challenges for space systems, each requiring meticulous attention during design and testing. From vacuum and extreme temperature fluctuations to outgassing and radiation exposure, satellites face a barrage of environmental factors that must be mitigated for mission success.
The journey begins with the violent vibrations and acoustic levels experienced during launch, followed by the quiet solitude of space, where satellites must endure vacuum conditions and manage high levels of electro-radiation and temperature swings. Outgassing, a byproduct of vacuum exposure, presents another concern, potentially contaminating sensitive components.
Electrostatic discharge poses further risks, with satellites susceptible to charging and discharging, potentially leading to equipment damage. Protective measures, such as coating exterior surfaces with conducting materials, are employed to counteract this threat.
Atomic oxygen in low Earth orbit (LEO) can gradually degrade spacecraft exteriors, particularly organic materials like plastics. Coatings resistant to atomic oxygen provide a common safeguard against this corrosion.
Temperature fluctuations, especially pronounced in geostationary orbit (GEO), can induce mechanical issues like cracking and delamination. Radiation effects, including total dose and single event upsets, are also critical considerations, necessitating the design of radiation-hardened integrated circuits (RHICs) to withstand these conditions.
Multipaction and passive intermodulation further complicate matters, requiring rigorous analysis and testing of RF components and antennas to prevent catastrophic failures. Standards such as ECSS-E-20-01A Rev.1—multipaction design and test provide guidelines for addressing these challenges throughout the design and verification phases.
In summary, robust design, testing, and adherence to standards are essential for ensuring the resilience of space systems in the face of these formidable obstacles.
Satellite Testing
Testing satellites for space is paramount to ensure their durability in the harsh conditions beyond Earth’s atmosphere. Without rigorous testing, the investment in satellite deployment could be wasted if the devices fail under extreme temperatures or other stressors.
The testing process begins early in satellite construction, examining each component individually before assembly into larger structures. Solar panels, antennas, batteries, and various systems undergo scrutiny to verify their functionality and resilience. Key aspects such as electrical checks, center of gravity measurements, and communication systems are meticulously tested to ensure mission success.
Functional performance tests are then conducted to simulate mission scenarios, ensuring both hardware and software meet specifications for space operations. However, satellite testing poses unique challenges compared to other industries. Unlike prototypes in automotive or appliance manufacturing, satellites are often tested in their final form, leaving no room for error. Testing must be thorough yet delicate to avoid damaging the satellite itself.
In essence, satellite testing is a meticulous process aimed at guaranteeing the reliability and performance of these crucial space assets, safeguarding their success in the unforgiving environment beyond our planet’s atmosphere.
Satellite Production and AIV/I&T Initiation:
Satellite production kicks into gear post Critical Design Review (CDR), once design details are finalized, and approval for production is obtained. However, AIV/I&T activities commence only after all structural and electronic components are fabricated, assembled, and individually tested, a process spanning over a year.
The AIV/I&T team plays a crucial role from the project’s inception, assisting in requirements development, risk mitigation, and test schedule formulation. Collaboration with design teams ensures early consideration of accessibility and testability aspects, laying the foundation for seamless integration and testing processes. The team is also responsible for the fabrication of hinges, gears, and gimbals used in movable or deployable subsystems; antenna and solar array structures; and radiators, which provide thermal control for different zones of the spacecraft.
The procurement of major satellite components is a collaborative effort between manufacturing and space vehicle teams. This involves acquiring propulsion, power, and command subsystems, and fabricating the satellite bus. Additionally, specialized components such as hinges, gears, and gimbals are manufactured to ensure functionality and structural integrity.
Integration and Test Process:
Satellite integration is the process of assembling various subsystems and components into a cohesive satellite platform. This involves integrating structural elements, propulsion systems, power sources, communication modules, payload instruments, and onboard computers, among other components. The integration process must adhere to stringent design specifications, thermal constraints, and electromagnetic compatibility requirements to ensure the satellite’s functionality and reliability in the harsh environment of space. This phase is meticulously planned long before spacecraft design, focusing on feasibility, accessibility, and cost-effectiveness.
Integration and test (I&T) mark critical phases in spacecraft development, where structural, electronic, and propulsion elements are meticulously connected and validated as an integrated system. This process, crucial for mission success, requires meticulous planning and coordination, often beginning long before the spacecraft design is finalized. Integration and test teams collaborate closely with systems and space vehicle engineering counterparts to develop comprehensive I&T plans and address design considerations such as accessibility and testability.
Spacecraft integration is a meticulous process involving the assembly and testing of various components, whether fabricated internally or by external vendors. Circuit boards, the building blocks of spacecraft systems, are meticulously populated with components, tested individually, and then integrated into larger mechanical frames or backplanes to form cohesive units known as “slices.” These slices are then securely bolted together or encased in housings to ensure structural integrity before undergoing comprehensive testing as a unified entity.
As spacecraft production contracts are secured, the momentum of the I&T process accelerates. Teams focus on refining test plans, recommending design optimizations for smoother integration, and designing ground support equipment essential for both electrical and structural testing. This early phase also involves the development of electrical and mechanical ground support equipment necessary for pre-launch ground testing.
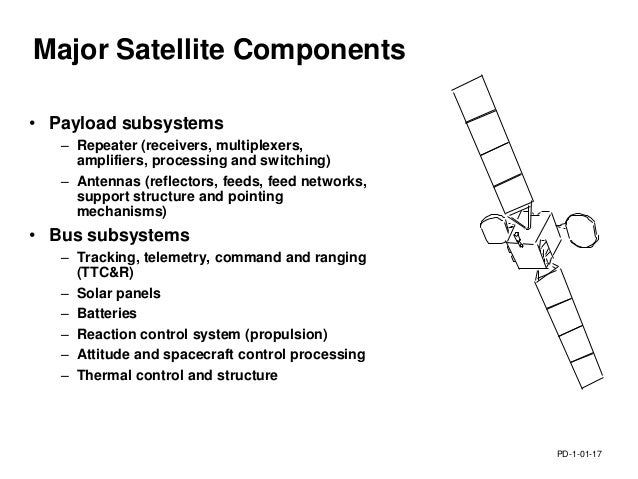
The assembly, integration, and testing (AIT) process represent the practical implementation of systems engineering, culminating in the transformation of individual modules, software, and mechanical components into a fully integrated spacecraft poised for environmental testing (EVT). AIT testing commences post-module-level testing, Module Readiness Review (MRR), and precedes the EVT campaign, with module engineers providing continuous support throughout the AIT phase.
Mechanical Integration:
Spacecraft units or boxes are meticulously fabricated, assembled, and tested either internally or by external vendors. Each unit undergoes rigorous testing, with in-house units supervised by respective engineers. For externally procured units, a dedicated team conducts on-site inspections and reviews to ensure compliance and readiness for integration. Units procured from external vendors undergo thorough inspection and review of test data by spacecraft contractors to ascertain their readiness for integration into the larger system.
Structure: The rigid frame, meticulously analyzed using Finite Element Analysis (FEA) software, provides the skeletal support for all the subsystems.
Electrical Power Subsystem (EPS) Integration:
The EPS, comprising solar arrays, batteries, and electronic units, undergoes extensive testing to ensure functionality and environmental resilience. Unit verification tests validate adherence to specifications before integration into the satellite. Integration verifies efficient power delivery and avoids potential electrical shorts.
The electrical power subsystem (EPS) of a satellite, encompassing solar arrays, batteries, and electronic units, plays a critical role in generating, storing, processing, and distributing power throughout the spacecraft. Tommy Vo, EPS manager for a prominent Northrop Grumman satellite program, emphasizes that the fabrication, assembly, and testing of EPS components require meticulous attention over an extended period. “It can take approximately 18 to 24 months to complete the rigorous process of fabricating, assembling, and testing the electrical boxes, ensuring both functional and environmental compliance,” Vo explains. Additionally, the assembly and testing of a satellite’s solar arrays demand considerable time, often spanning upwards of 54 months.
Vo’s team dedicates extensive efforts to the thorough testing of EPS boxes and solar arrays, adhering to stringent specifications in a process known as unit verification. This meticulous approach ensures that each component meets its designated criteria before integration and testing, safeguarding the spacecraft’s functionality and reliability.
Propulsion System Integration:
Due to its critical role, the propulsion system is assembled and integrated separately by a specialized team. This involves precise installation, alignment, and functional testing to ensure reliability under all flight conditions. Integration ensures proper alignment and compatibility with other subsystems.
The propulsion system of a satellite, comprising propellant tanks, thrusters, valves, heaters, and intricate metallic fuel lines, occupies a unique position due to its critical function in satellite operations. Assembling and integrating this system with the satellite bus requires specialized expertise and meticulous attention, a task entrusted to a dedicated team of propulsion specialists before the satellite reaches the integration and testing (I&T) phase.
Arne Graffer, a senior satellite propulsion specialist at Northrop Grumman, sheds light on the intricate process involved in integrating the propulsion system. “The propulsion assembly team brings specialized expertise to handle, install, and weld the components together,” Graffer explains. “This encompasses precise alignment of thrusters, rigorous electrical and functional checkouts, and thorough proof and leak testing of the entire system. Our objective is to demonstrate the system’s reliability under all conceivable flight conditions, ensuring optimal performance throughout the satellite’s operational lifespan.”
Electronics Installation and Integration:
Once the propulsion system finds its place within the satellite bus, the integrated structure is formally handed over to the integration and test (I&T) team. Sterling elaborates on this pivotal phase: “Typically, the bus arrives as a core structure with individual panels forming its outer casing. We commence by installing the bus electronics into the core structure and affixing payload electronics onto the designated panels.” This intricate process encompasses the installation of all necessary cabling to interconnect the satellite’s electronic components.
“Our integration procedure begins with applying voltage through one of the cables to ensure the expected signal output,” Sterling explains. “Upon confirming satisfactory results, we proceed to connect the cable to the next component and verify the signal integrity.” This meticulous validation process continues until all bus electronic units and wire harness cables are successfully tested and interconnected. Subsequently, Sterling’s team conducts a series of functional checks on the integrated system at ambient temperature to ensure seamless communication and interaction among all bus electronic units.
As the integration process progresses, auxiliary payloads such as sensors and mission-specific electronics are incorporated.
Throughout this satellite checkout process, Sterling’s team relies on ground support test equipment, acting as a surrogate ground station, to facilitate data transmission to and from the satellite. This communication serves not only to verify the functionality of the satellite bus and mission payloads but also their ability to communicate effectively with Earth-based systems.
The antennas and electronics that enable communication with ground stations. Precise antenna positioning and radio frequency (RF) compatibility testing are crucial during integration. The scientific instruments or communication equipment that fulfills the mission’s objectives. Seamless integration ensures proper data flow and avoids electrical interference with other subsystems.
Within the integration and test phase, the team undertakes the critical task of installing a satellite’s mechanical systems, including its solar arrays, antennas, radiators, and launch vehicle separation system. Following installation, rigorous testing ensues to confirm the seamless deployment of these vital components. Precision is paramount, with the team aligning these systems with an astonishing accuracy of .002 inches, roughly half the thickness of a standard sheet of paper. This meticulous approach ensures the optimal functionality of these systems once the satellite is deployed in orbit.
The system that maintains optimal operating temperatures for all onboard components. Integration verifies proper heat exchanger placement and thermal insulation effectiveness.
Deployment Testing:
Mechanical systems such as solar arrays, antennas, and radiators are installed and meticulously tested for deployment functionality. Precision alignment ensures proper operation in orbit, with tests conducted to verify deployment accuracy and reliability.
Integration is an iterative process, with rigorous testing at each stage. Subsystems undergo individual testing in simulated environments before being meticulously integrated with others. Once physically connected, comprehensive interface verification ensures proper communication and data exchange between subsystems.
Full functional testing (FFT)
During critical phases such as ‘Phase C – Detailed Definition’ and ‘Phase D – Qualification and Production’, one of the central activities is full functional testing (FFT). As defined by the ECSS standard ECSS-E-ST-10-03C, FFT is a comprehensive assessment aimed at demonstrating the integrity of all functions of the item under test across all operational modes. Its primary objectives include showcasing the absence of design, manufacturing, and integration errors. By validating the spacecraft’s adherence to its technical requirements and confirming the overall functionality of the system, a robust and detailed FFT, complemented by mission, performance, or end-to-end testing, can significantly enhance mission survival rates.
Just as with larger satellites, CubeSats must undergo thorough verification and validation (V&V) processes to mitigate the inherent risks associated with space missions, albeit on a smaller scale. V&V involves ensuring that the system adheres to predefined requirements and validating its capability to fulfill the intended mission. Crucial stages in the lifecycle of any space mission include ‘Phase C – Detailed Definition’ and ‘Phase D – Qualification and Production’. During these phases, rigorous development and testing are conducted to qualify or accept the system, and preparations for mission operations are finalized.
The significance of the V&V process for CubeSat projects is increasingly evident across missions, including those undertaken by universities, as reflected in the declining failure rates of CubeSat missions in recent years and the adoption of ECSS Standards tailored for CubeSat missions. Numerous university projects are embracing robust testing methodologies to ensure mission reliability and success.
One notable approach involves fault injection techniques, exemplified by the NanosatC-BR-2 project, where software and hardware faults are deliberately introduced into the system, causing failures from which recovery is required. Following an early-stage communication failure in their mission, Cheong et al. propose a minimal set of robustness tests based on their experience, leading to a root cause analysis investigation and spacecraft recovery.
Several projects utilize hardware-in-the-loop (HIL) methods to verify the system’s full functionality, while projects like InflateSail at the University of Bristol conduct functional and qualification testing on individual subsystems before integration at the system level.
Risk reduction processes, such as fault tree analysis (FTA), failure mode and effects analysis (FMEA), failure mode, effects, and criticality analysis (FMECA), or risk response matrix (RRM), are implemented in various CubeSat projects. These processes involve maintaining a risk register to identify and mitigate risks, performing structural and thermal analysis, and incorporating fault detection, isolation, and recovery (FDIR) methods during software development and mission testing to manage mission risks effectively.
Robust Verification and Validation:
Verification and validation (V&V) are essential phases in the development lifecycle of a satellite. Verification involves confirming that the satellite’s design and implementation meet specified requirements and standards. This includes conducting thorough analyses, simulations, and tests at each stage of development to validate the satellite’s performance and functionality. Validation, on the other hand, entails verifying that the satellite meets the needs and expectations of end-users by conducting field tests, mission simulations, and operational assessments.
Verification is the in-depth examination of each subsystem and the integrated satellite to ensure they meet their design specifications and performance requirements. Satellite testing encompasses a range of environmental and functional assessments to ensure mission readiness. Functional Performance Tests validate hardware and software functionality, while environmental tests simulate launch, space, and operational conditions.
- Functional Testing: Simulates real-world scenarios using hardware-in-the-loop (HIL) simulations, verifying the functionality of each subsystem and the entire spacecraft under various operating conditions.
- Environmental Testing: Exposes the satellite to the unforgiving launch and space environment. Thermal vacuum chambers replicate extreme temperatures (-180°C to +150°C), vibration shakers mimic the violent launch vibrations, and acoustic chambers simulate the deafening roar of a rocket launch. These tests ensure structural integrity and operational functionality in these harsh conditions.
- Electromagnetic Compatibility (EMC) Testing: Verifies that the satellite’s various electronic components don’t interfere with each other or pick up unwanted signals from the environment. This ensures clear communication and avoids malfunctions due to electromagnetic interference.
Key Steps in Satellite IV&V:
- Requirements Analysis: The IV&V process begins with a comprehensive analysis of mission requirements, user needs, and regulatory standards. This involves defining mission objectives, performance metrics, and system constraints to guide the development and testing phases effectively.
- Design Verification: Once the satellite’s design is finalized, verification activities commence to ensure compliance with system requirements and design specifications. This includes conducting design reviews, simulations, and analyses to validate structural integrity, thermal management, power distribution, and electromagnetic compatibility.
- Component Testing: Individual components and subsystems undergo rigorous testing to evaluate their performance and reliability under simulated space conditions. This may involve environmental testing (e.g., thermal vacuum testing, vibration testing) and functional testing (e.g., electrical testing, communication link testing) to identify any design flaws or performance issues.
- Integration Testing: Assembling the satellite’s subsystems and components into a complete platform requires meticulous integration testing to verify proper functionality and interoperability. This involves conducting system-level tests, software integration tests, and interface compatibility tests to ensure seamless operation and communication between onboard systems.
- Environmental Testing: The satellite undergoes a series of environmental tests to simulate the harsh conditions of space and validate its resilience to temperature extremes, vacuum conditions, radiation exposure, and mechanical stress. Environmental testing helps identify potential weaknesses or vulnerabilities that could compromise mission success.
- System Validation: Once integration and environmental testing are complete, the satellite undergoes comprehensive system validation to assess its performance in real-world scenarios. This may involve conducting ground-based simulations, mission rehearsals, and operational tests to evaluate mission readiness and verify that the satellite meets user requirements.
- Launch and On-Orbit Operations: Following successful validation, the satellite is prepared for launch and deployment into orbit. On-orbit operations involve monitoring the satellite’s performance, conducting in-orbit testing, and calibrating onboard instruments to ensure optimal functionality and data accuracy throughout the mission lifespan.
Validation: The Mission Takes Center Stage
When a satellite arrives at the testing facility, it undergoes meticulous examination within a clean room environment, as even the slightest contaminant can have severe consequences. These tests are essential to ensure the satellite’s resilience in space, where it cannot be serviced and where even a single dust particle can disrupt its functionality.
The clean room facility adheres to ISO standards, providing precise control over temperature, humidity, airflow, filtration, and pressure to create an optimal testing environment. Once unpacked, the satellite is subjected to a battery of tests by the assembly team, followed by quality control assessments to verify readiness for flight.
Rigorous environmental stress tests then commence to simulate the extreme conditions of launch and space. Vibration, acoustic, and shock tests assess the satellite’s ability to withstand the harsh forces experienced during liftoff and deployment. Thermal vacuum testing exposes the satellite to extreme temperature fluctuations, while electromagnetic interference tests ensure no emissions interfere with its operation.
Vibration testing, critical for qualifying the satellite for launch, gathers extensive data to scrutinize its construction and identify potential weak points. Limited channel testing prevents over-testing and ensures accurate detection of vulnerabilities without damaging the satellite.
Advancements in technology, such as 3D printing and artificial intelligence, are revolutionizing satellite manufacturing, enabling standardized assembly processes and faster design iterations. Simulated data testing reduces reliance on expensive hardware testing, accelerating development timelines and enhancing system complexity.
Validation goes beyond component-level verification. It confirms that the integrated satellite, as a whole, can achieve its intended mission objectives. This phase involves:
- Performance Analysis: Evaluates the satellite’s overall performance against mission requirements, including factors like payload data quality, communication range, orbit insertion accuracy, and onboard processing capabilities.
- Mission Simulations: Replicates the entire mission profile – from launch to deployment and operation – in a simulated environment. These simulations identify potential issues like communication dropouts or thruster malfunctions, allowing for refinement of operational procedures and contingency plans.
- Pre-Flight Reviews: A panel of experts meticulously examines all verification and validation data to ensure the satellite’s readiness for launch. This final critical step ensures no stone is left unturned before launch.
Environmental Stress Testing:
Environmental stress tests, including thermal vacuum, acoustic, vibration, and shock testing, subject the satellite to extreme conditions mimicking launch and space environments. These tests validate structural integrity and electronic system performance under real-world scenarios.
Enhancing Vibration Testing for Satellites
Vibration testing stands as a cornerstone in the rigorous process of ensuring a satellite’s readiness for the challenging journey into space. With satellites representing significant investments, meticulous vibration tests have become not just imperative but also meticulously scrutinized. During these tests, the team meticulously gathers hundreds of data points, enabling them to scrutinize every facet of the satellite and identify potential vulnerabilities.
A pivotal procedure in satellite qualification for launch, swept sine testing, employs a single frequency to scrutinize specific structures within the satellite. Throughout this test, a sine tone oscillates across various frequencies, adhering to specified rates of vibration and durations.
In scenarios where the vibration controller system lacks the requisite channel count or requires an independent analysis system, dynamic signal analyzers offer a solution. These analyzers provide software enabling the testing team to measure multiple channels of sine data concurrently.
The comprehensive collection of data emerges as a linchpin in satellite testing, furnishing scientists with insights into the satellite’s construction and pinpointing potential weak spots that might pose challenges during launch. Nevertheless, caution is paramount to avoid over-testing, and the use of limited channels during testing is crucial. These channels are assigned maximum allowable vibration levels for specific satellite structures, and breaching these thresholds necessitates a reduction in test vibrations.
Accurate identification of weak spots during vibration testing not only extends the satellite’s operational life in space but also averts potential mission failure due to unforeseen structural vulnerabilities. With the integration of new technologies like 3D printing and artificial intelligence, satellite manufacturing processes are poised for transformation, potentially transitioning to a streamlined assembly-line approach akin to automotive production methodologies.
Moreover, advancements in mathematical computing promise expedited design and simulation processes, empowering engineers to achieve more within compressed timeframes. Consequently, satellite development stands to benefit from enhanced efficiency and accelerated innovation cycles.
EDU vs Flight Unit
In satellite projects endowed with adequate resources, engineers often procure duplicate units, designating one as the engineering development unit (EDU) and the other as the flight unit. While identical in hardware and software, the EDU undergoes rigorous functional testing at component and system levels, serving as a cost-effective means to rigorously evaluate satellite systems while preserving the flight unit’s integrity. Pre-delivery checks ascertain the flight unit’s health and functionality, ensuring readiness for in-space operations.
The Rewards of a Robust IV&V Process
A thorough IV&V process offers significant advantages, making it an essential investment:
- Reduced Mission Risk: By identifying and rectifying potential issues early on, IV&V minimizes the risk of malfunctions or failures during the actual mission, potentially saving millions and preventing mission loss.
- Enhanced Mission Success Rate: A rigorously tested and validated satellite has a much higher chance of achieving its scientific, communication, or Earth observation goals. This translates to valuable data, successful deployments, and a greater return on investment.
- Cost Savings: Identifying and addressing problems early during the IV&V phase is far more cost-effective than fixing them after launch, which can be a near-impossible and exorbitantly expensive endeavor.
- Improved Mission Efficiency: A well-validated satellite is more likely to operate efficiently throughout its mission lifetime, delivering valuable data and services within budget and schedule constraints.
Real-Life Example: GOES-S Testing
A tangible illustration of satellite testing unfolds with the National Oceanic and Atmospheric Administration’s evaluation of the Geostationary Operational Environmental Satellite-S (GOES-S), later rechristened GOES-17. Thermal vacuum chamber tests subjected GOES-S to fluctuating temperatures simulating space’s extreme cold, facilitating assessment of the satellite’s instruments in harsh conditions.
Beyond thermal tests, satellites undergo rigorous evaluation to ascertain their shielding against external radio signals, proper antenna deployment, center of gravity measurements, thruster functionality, and compatibility with launch vehicles. These tests are instrumental in guaranteeing the satellite’s robustness and operational viability in space’s demanding environment.
Verification for launch and environmental effects
In order to verify that antennas can perform functionally in space environment and withstand launch effect mentioned above, some tests should be performed as addition to functional tests before mission started. These environmental verifications can be listed as: thermal qualification, sine vibration, random vibration or acoustic, quasi-static acceleration, stiffness measurement, and low outgassing compatibility.
To verify the modules, requirements and tests have been defined by NASA and ESA in their published standards. For space programs, the related requirements and tests are prepared based on those standards. Some important and general ones can be listed as:
Published by ESA
- ECSS-E-ST-32-08C—materials
- ECSS-Q-ST-70-02—thermal vacuum outgassing test for the screening of space materials
- ECSS-Q-ST-70-71C Rev.1—materials, processes and their data selection
- ECSS-E-ST-10-03C—testing
- ECSS-Q-ST-70-04C—thermal testing for the evaluation of space materials, processes, mechanical parts and assemblies
Published by NASA.
- GSFC-STD-7000A—General Environmental Verification Standard (GEVS) for GSFC Flight Programs and Projects
- Outgassing Data for Selecting Spacecraft Materials
- NASA-STD-7002B—Payload Test Requirements
- NASA-STD-5001—Structural Design and Test Factors of Safety for Spaceflight Hardware
- NASA-STD-7001—Payload Vibroacoustic Test Criteria
- NASA-STD-7003—Pyroshock Test Criteria
In addition to functional tests, environmental verifications are indispensable to ensure antennas’ functionality in space and their resilience against launch-induced effects. Key verifications include thermal qualification, vibration, random vibration or acoustic tests, quasi-static acceleration, stiffness measurement, and low outgassing compatibility evaluations.
Test Facilities
With the burgeoning involvement of private companies in satellite construction, a network of test facilities has emerged to cater to the industry’s diverse needs. These facilities, like those operated by NTS, boast expansive capabilities ranging from climate chambers for vacuum tests to acoustic chambers for vibration evaluations. The rigorous and comprehensive nature of these tests underscores their indispensability in ensuring satellite reliability and longevity.
Cleanroom Environment and Contamination Control:
Satellite testing, particularly in cleanroom environments, minimizes contamination risks and ensures data integrity. ISO cleanrooms maintain stringent environmental controls, safeguarding against dust particles and external contaminants that could compromise satellite functionality.
Wrap Up
When all of the functional and environmental tests are complete, the I&T team puts the satellite into its shipping configuration with all mechanical appendages stowed, tests it one last time for electrical “aliveness” and then packs and ships the satellite by truck or cargo plane to the launch site. But the I&T team’s work doesn’t end when the satellite leaves the factory.
At the launch site, explains Sterling, the I&T team unpacks the satellite and performs post-delivery health checks on its bus electronics and payloads to verify that the transportation process didn’t harm them. Then her team works closely with the launch vehicle team to integrate the satellite to the launch vehicle in preparation for launch. “I think it’s safe to say that the I&T process never really ends until the launch vehicle clears the tower,” she advises.
The Future of Satellite IV&V: Embracing Innovation
The future of satellite IV&V is brimming with innovation, constantly seeking to improve efficiency and effectiveness:
- Model-Based Systems Engineering (MBSE): Utilizing digital models to simulate the entire satellite system, enabling virtual testing and early identification of potential integration challenges. This can significantly reduce the need for physical prototypes and streamline the IV&V process.
- Advanced Automation: Employing automation tools can streamline testing procedures, such as automated data analysis and report generation. This reduces human error, expedites the IV&V process, and frees up engineers for more complex tasks.
- Cloud-Based Data Management: Utilizing cloud platforms for storing and analyzing vast amounts of test data generated during IV&V. This enables efficient collaboration between geographically dispersed teams, real-time decision-making, and facilitates the development of advanced data analytics tools to identify subtle anomalies.
- Artificial Intelligence (AI) and Machine Learning (ML): Integrating AI and ML algorithms into the IV&V process can enable predictive maintenance, anomaly detection, and even automate some aspects of testing. This can further enhance efficiency and identify potential issues before they escalate into critical failures.
Conclusion:
In conclusion, satellite integration, verification, and validation are critical phases in ensuring the success of civil and military missions. By following a systematic approach to IV&V, satellite developers can identify and mitigate potential risks, validate system performance, and deliver reliable, mission-ready satellites capable of meeting the demands of space exploration, communication, and Earth observation. With the growing importance of satellite technology in modern society, robust IV&V processes are essential for achieving mission assurance and ensuring the continued advancement of space-based capabilities.
References and Resources also include:
https://now.northropgrumman.com/how-spacecraft-are-created-assembly-integration-and-test/
https://pressbooks-dev.oer.hawaii.edu/epet302/chapter/11-4-general-setup-and-design-drivers/
